- 组装工艺
-
通过电极工艺完成的正极和负电极经过与隔膜、电解质等电池的四大要素组合的组装工艺,完成电池单元。
根据电池单元的形态或制造厂商的技术,工艺可能有所不同

- Foil Pre Welding
- cap-cc laser welding
- jr insert
- SEAM WELDING
- el filling
- sealing
- 超声波预焊接设备
- 使用超声波焊接叠片的正极/负电极的设备
- FOIL PRE WELDING
- FOIL预焊接

特点和优势
单台设备即可完成超声波焊接、切割和检测
通过精确的电极排列,最大限度减少焊接缺陷
整合焊接、切割和检测工艺,最大限度利用空间
提供客户定制的焊接形状
- 01设备规格
-
设备尺寸 : 13米(宽) x 2.5米(长) x 2.2米(高)
电池尺寸 : 100x250毫米(宽),250x600毫米(长),25毫米(厚)
预焊接 : 超声波
- 02主要功能
-
使用超声波焊接机
电极排列与焊接同步进行
使用吸尘器和鼓风机去除金属颗粒并减少缺陷
焊接设备采用空气冷却结构
焊接、切割、缺陷检测工艺整合
与主PLC控制和MES系统联动
- 激光Cap-CC焊接设备
- 该设备通过激光将Cap与CC或Foil与CC进行接合。
- Laser Cap-CC Welding Equipment
- 激光Cap-CC焊接设备
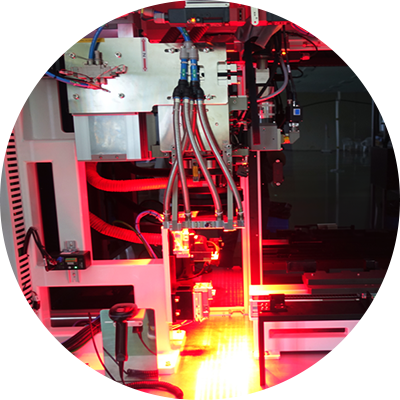
特点和优势
确保高精度和足够的焊接强度
适用多种焊接方式,包括点焊、线焊、摆动焊接等
通过扫描头实现最快的焊接速度
根据工艺需求的多种结构形式
- 01设备规格
-
设备尺寸 : 3.5米(宽) x 7.5米(长) x 2.5米(高)
电池尺寸 : 100x250毫米(宽),250x600毫米(长),25x60毫米(厚)
焊接 : 激光(光纤2~5千瓦)
- 02主要功能
-
最大可利用240x240毫米区域的扫描头
通过稳定的保护气体供应和除尘装置,确保最佳焊接质量
内部和外部隔离结构,确保激光作业的安全性
激光发振器与主PLC控制及MES系统联动
- 裸电芯插入设备
- 将裸电芯精确对准Can的入口并插入到指定位置的设备
- JR INSERT
- 裸电芯插入设备
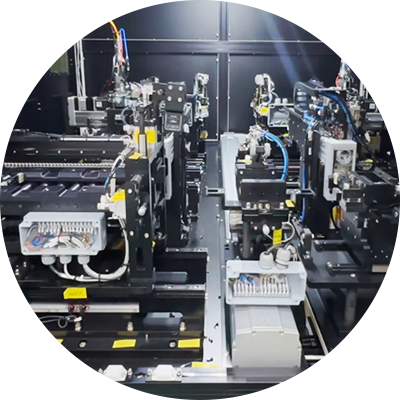
特点和优势
最大限度减少对裸电芯的损伤
根据顶部和侧面的罐形采用不同的工艺
清洗、插入、检测结构一体化
根据规格可集成激光焊接
- 01设备规格
-
设备尺寸 : 3米(宽) x 8米(长) x 2.2米(高)
电池尺寸 : 100x250毫米(宽),250x600毫米(长),25x60毫米(厚)
- 02主要功能
-
根据规格集成罐清洗、视觉检测、插入和焊接
采用稳定的对齐结构,最大限度减少裸电芯的损伤
采用压力传感器进行精细调节
主PLC控制和MES系统联动
- 缝焊设备
- 将插入罐内的裸电芯通过激光焊接密封的设备
- SEAM WELDING
- 缝焊设备
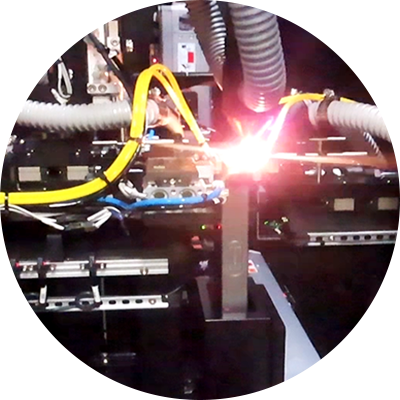
特点和优势
通过完美焊接确保完全密封
根据罐体形状采用不同的工艺流程
集成保护气体和除尘系统
根据规格定制的焊接配方
- 01设备规格
-
设备尺寸 : 14米(宽) x 12米(长) x 2.5米(高)
电池尺寸 : 100x250毫米(宽),250x600毫米(长),25x60毫米(厚)
焊接 : 激光(光纤2~8千瓦)
- 02主要功能
-
采用稳定的对齐结构,确保最佳焊接结果
应用完美的焊接配方
通过一体化焊接简化工艺
主PLC控制和MES系统联动
- 注液设备
- 向密封电池中注入电解液的设备
- EL FILLING
- 注液机

特点和优势
通过料斗真空结构缩短注液时间
防止电池传输时液体滴漏
确保高精度的注液量
紧凑的结构设计
- 01设备规格
-
设备尺寸 : 14米(宽) x 10米(长) x 3米(高)
电池尺寸 : 100x250毫米(宽),250x600毫米(长),25x60毫米(厚)
注液量 : 最大1200克
- 02主要功能
-
电池单独真空管理
通过高速注液方式优化速度
比真空腔室方式工艺时间更短且结构更稳定
主PLC控制及MES系统联动
- 密封设备
- 用于将电池的注液口完全密封以制造成品电池的设备
- SEALING
- 密封

特点和优势
通过扫描头实现最快的焊接速度
集成封盖送料、清洁、激光焊接和检测结构
通过自动位置校正,确保高精度焊接
防止电解液泄漏和防爆设计
- 01设备规格
-
设备尺寸 : 12米(宽) x 3米(长) x 3米(高)
电池尺寸 : 100x250毫米(宽),250x600毫米(长),25x60毫米(厚)
焊接 : 激光(光纤2~3千瓦)
- 02主要功能
-
激光清洁结构(可选)
通过稳定的保护气体供应和除尘装置,确保最佳焊接质量
内部和外部隔离结构,确保激光作业的安全性
激光发振器主PLC控制及MES系统联动
高速密封